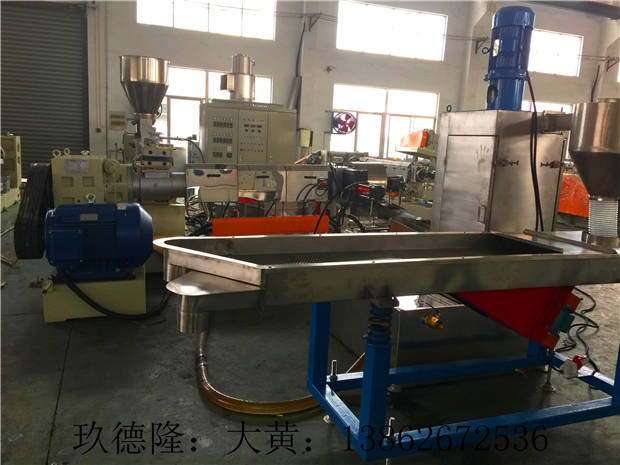
EVA发泡料再生造粒机_EVA发泡料再生造粒机

   |
|

详细信息
EVA发泡料再生造粒机直接注入气体的物理发泡法也在EVA泡沫塑料的挤出成型过程中得到应用。影响挤出成型发泡的工艺参数主要有:挤出压力、挤出温度、物料在挤出机中的滞留时间、口模轴向压力等。一般来说,随着挤出压力越高,泡孔尺寸越小,泡孔数量越多,高质量的发泡体只是在较窄的温度范围内才可能获得。熔体温度越高,聚合物熔体强度越低,泡内的发泡压力就很可能超过泡沫表面张力而致使泡体破裂。因此生产中必须根据特定的聚合物体系进行优化,以确定一个适宜的发泡温度,从而延长物料在挤出机内的滞留时间,增加气泡的数目7.在EVA挤出发泡中,泡沫结构会受到熔体结晶的影响,在挤出机头处固化定型。因而,挤出机头处EVA的结晶温度就十分重要,如果结晶发生在发泡的早期(即发生在溶解的发泡剂刚扩散出熔体而进入成核的气泡),那么较早的固化将使推动气泡增长的气体量不足,导致气泡增长的动力不够,这将影响发泡倍率和最终制品的密度;如果结晶的速率过快,同样也将造成上述情况的发生。而如果保持很高的机头温度,结晶时间较长,则气体向外扩散逃逸的几率增大,因此,合适的结晶温度和结晶速率对于EVA的挤出发泡具有重要影响。